6 أنواع رئيسية من مصنعي قوالب الألمنيوم (سبتمبر 2020)
دليل خطوة بخطوة لفهم عملية الصب بالقالب: الألومنيوم المصبوب
الشركة المصنعة لقوالب الصب الألومنيوم Introduction
The low melting point of لمصنع صب الألمنيوم باستخدام قالب دائم ، مصنوع من الفولاذ ، لصنع أجزاء مسبك.
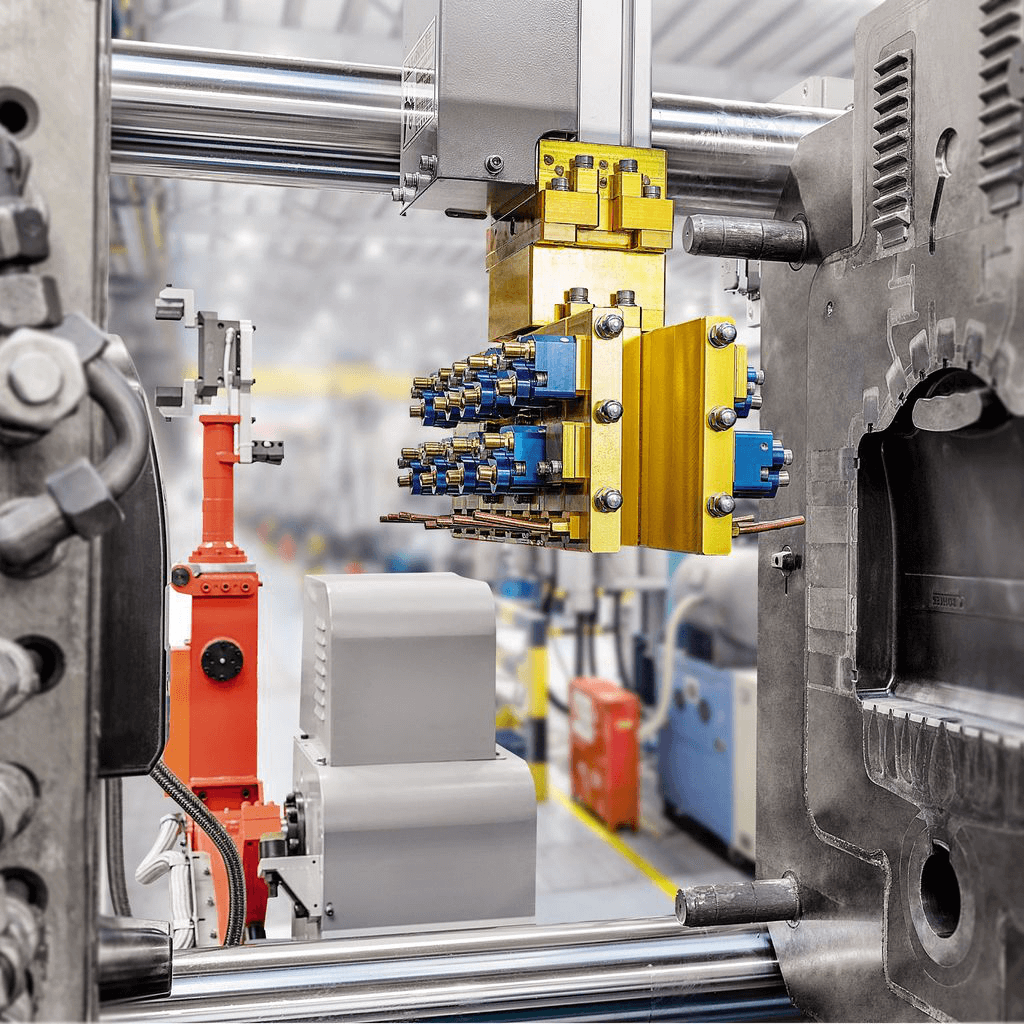
In die casting, an injection piston pushes the liquid aluminum into the mold cavity and then compresses the part during solidification. Typically, liquid metal reaches attack speeds of up to 60 meters per second. And the pressure applied can reach up to 800 bar during solidification.
To contain the pressure exerted on the part, the mold press keeps the mold closed by a closing force. It depends on the size of the indentation and the pressure applied by the piston. The smallest presses have a capacity of 1000 kN and the larger ones 35000 kN (3500 T). The force of the press is therefore directly related to the projected surface of the molded part.
و لمصنع صب الألمنيوم process is divided into 6 phases:
- نقل المعادن السائلة
- مرحلة نهج الحقن
- الحقن السريع
- intensification
- ejection and
- mold lubrication.
Each phase is optimized to maximize the production rate and minimize the number of rejected parts.
There are three variants of لمصنع صب الألمنيوم process:
- لمصنع صب الألمنيوم
- Vacuum die casting including vacuum casting for structural applications
- Semi solid die-casting, much less common.
Biggest advantage of aluminum die casting
The main advantage of the لمصنع صب الألمنيوم process is the rapid rate. It makes it possible to lower production costs and to approach mass markets such as the automobile.
The rapid cooling provided by the metal mold produces a very fine metallurgical structure on the surface called a skin. It contributes to obtaining good mechanical properties.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold as for the parts. The process requires little labor, but a cost of immobilization and tools Student. For a large run of over 10,000 parts, the لمصنع صب الألمنيوم process offers the lowest production cost per part among foundry processes.
How does aluminum die casting manufacturer work?
Very good part quality is obtained by using a vacuum in the cavity to reduce the presence of trapped air, and by controlling the molding cycle in real time. The high vacuum pressure process (<50 mbar) combined with the development of primary alloys (of first fusion) with a low iron content.
يسمح بالحصول على أقصى استطالة عند الكسر ويجعل المعالجة الحرارية ممكنة للأجزاء المخصصة للتطبيقات الهيكلية. هذه التطورات مدفوعة بتقليل وزن المركبات الأرضية.
ويوفر الصب بالقالب الفراغي الحل الأمثل لعملية الصب عالية السرعة للأجزاء الهيكلية المصبوبة في الألومنيوم. يعد تطوير هذه العملية والسبائك المخصصة حاليًا هو الأكثر نشاطًا في مجال المسبك.
عناصر القالب وخلية الإنتاج
و لمصنع صب الألمنيوم يتم تقسيم العملية إلى مبدأين تزويد المعدن السائل:
- تكنولوجيا الغرفة الساخنة و
- تكنولوجيا الغرفة الباردة.
تستخدم عملية الغرفة الساخنة مكبسًا مباشرة في حوض المعدن المنصهر لتغذية القالب. وبالمثل ، تستخدم عملية الغرفة الباردة حاوية "باردة". في هذا ، يتم نقل المعدن السائل بواسطة مغرفة أو بواسطة روبوت الجرعات. مطلوب لملء الغرفة. نظرًا لأن الفولاذ يذوب بواسطة الألومنيوم ، فإن إنتاج أجزاء الألمنيوم المصبوب يتم فقط في غرفة باردة.
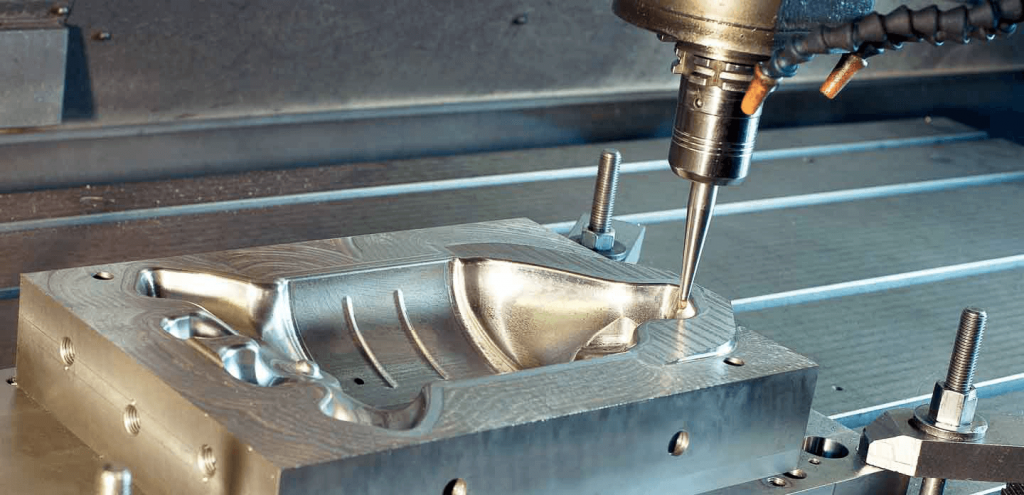
2.1 وصف الشركة المصنعة لقوالب الألومنيوم
في معظم الحالات ، يتكون قالب الضغط من غلافين معدنيين مصنوعين من سبيكة حديدية. اعتمادًا على عدد القطع المقدمة ، فإن المواد المستخدمة في تصنيع الأصداف هي:
- H13 نوع أداة الصلب للمسافات البادئة
- اكتب 4140 سبيكة فولاذية أو فولاذ أداة P20 لأجزاء الدعم
تصنع قضبان القاذف دائمًا من مادة صلبة. وفي بعض الحالات يتم معالجة السطح للحد من التصاق الألمنيوم.
و لمصنع صب الألمنيوم composed the mold with a fixed part on the side of the liquid metal supply and a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
It can also have cores (fixed or drawer) to mold cavities in the part. The mobile part contains the ejection rods used for demoulding in addition to the cores and the part impression. The molds are equipped with oil (heated) or water-cooling channels. They also serve to preheat the mold initially in the case of hot oil.
How to reduce tooling cost of die casting mold?
To reduce tooling costs of لمصنع صب الألمنيوم, the cavity often consists of a main insert placed in a larger. It is a kind of permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously.
There are no weights and the attacks on the parts are small to facilitate cutting on deburring presses after casting. The design of the parts makes extensive use of the ribs to increase rigidity and mechanical strength.
It also helps fill the cavity quickly before the alloy solidifies and to vent gases. The turbulence of the metal in the cavity is controlled by:
- the speed of metal injection
- the size and positioning of the feed channels and attacks
- the shape of the cavity (mainly ribs),
- and the use of wash heels
These are used to balance the movement of the metal and to capture the inclusions formed during filling. In the case of vacuum, the vacuum application parameters are also important for filling.
Die casting mold Tooling design
الشركة المصنعة لقوالب الصب الألومنيوم is responsible for the design of the mold which includes the following features:
- Added foundry shrinkage, as liquid aluminum contracts upon solidification and in solid-state. Therefore contraction of the liquid before solidification is usually compensated for by the intensifying pressure.
- Added draft angles that allow the part to be ejected.
- Design of the feed system calculated to fill the footprint with the minimum of turbulence before the start of solidification.
- The Design of the ejection system.
- Design of drawer cores for complex cavities.
The modeling of the filling and the solidification is widely used for the design of the die-cast molds due to the high costs of modification of the tools.
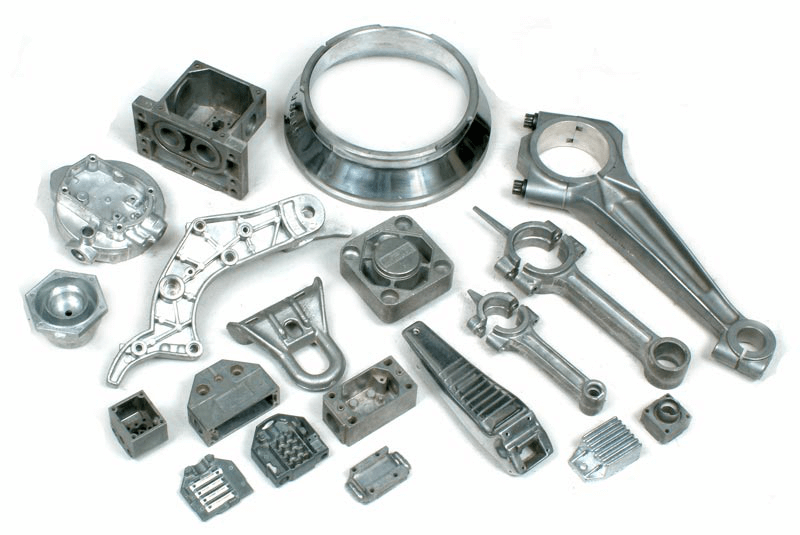
Aluminum die casting manufacturer markets
In summary, the لمصنع صب الألمنيوم process offers the following characteristics:
- Minimum price for large series
- Excellent dimensional tolerances and surface finish
- Minimum machining required after molding
- Parts with limited design freedom in 2 axes
- Wide choice of alloys possible
يركز سوق الصب التقليدي على أجزاء الإنتاج. تعتبر صناعة الأجهزة الصغيرة والمثبتات والمبيت وقطع غيار السيارات من المتقدمين الرئيسيين.


