6 lloje kryesore të prodhuesve të hedhjes së aluminit (shtator 2020)
Udhëzues hap pas hapi për të kuptuar procesin e hedhjes së vdesit: Alumini i hedhur vdesin
Prodhuesi i hedhjes së aluminit Hyrje
Pika e ulët e shkrirjes së prodhuesit të hedhjes lejon përdorimin e një forme të përhershme, të bërë prej çeliku, për të bërë pjesë shkritore.
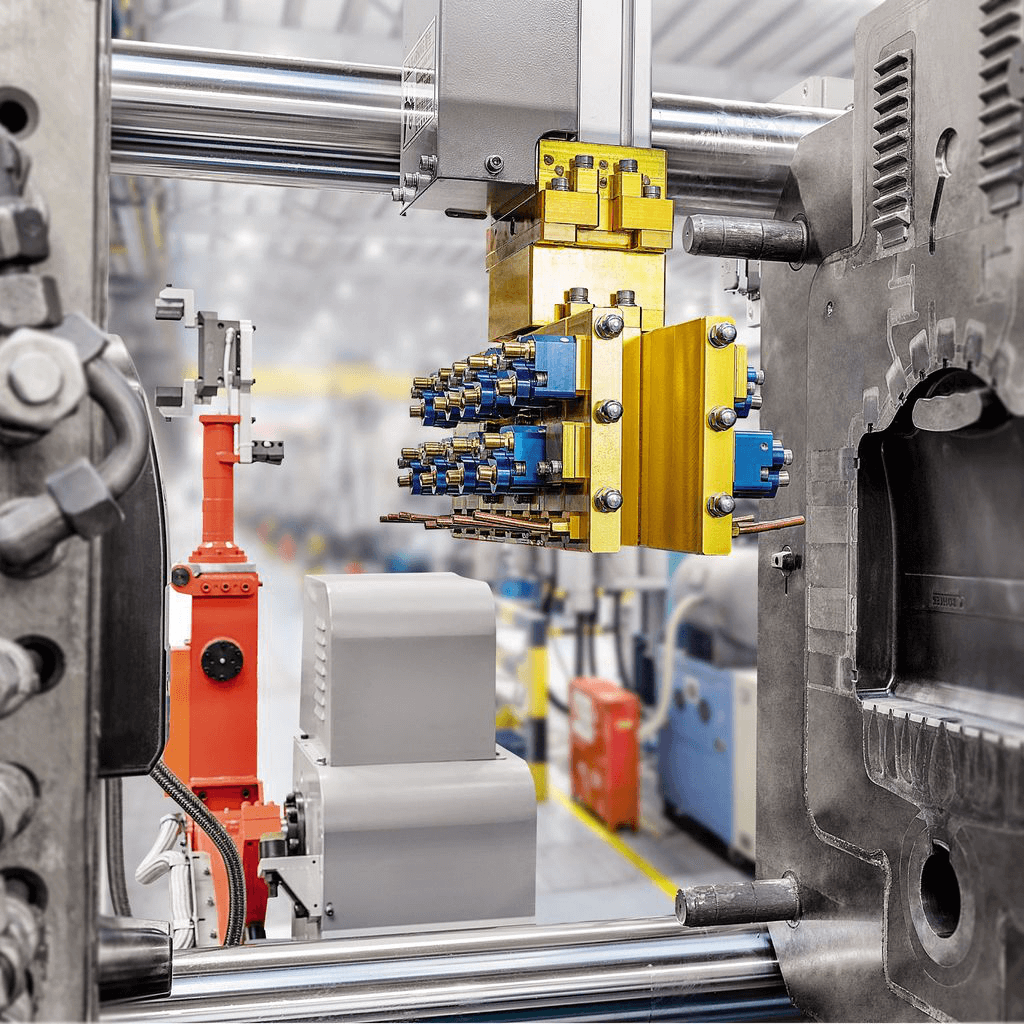
Në hedhjen e vdesit, një piston injeksion shtyn aluminin e lëngshëm në zgavrën e mykut dhe pastaj ngjesh pjesën gjatë ngurtësimit. Në mënyrë tipike, metali i lëngshëm arrin shpejtësinë e sulmit deri në 60 metra në sekondë. Dhe presioni i aplikuar mund të arrijë deri në 800 bar gjatë ngurtësimit.
Për të përmbajtur presionin e ushtruar në pjesë, shtypësi i mykut e mban formën të mbyllur nga një forcë mbyllëse. Varet nga madhësia e dhëmbëzimit dhe presioni i ushtruar nga pistoni. Shtypjet më të vegjël kanë një kapacitet prej 1000 kN dhe ato më të mëdha 35000 kN (3500 T). Forca e shtypit është e lidhur drejtpërdrejt me sipërfaqen e parashikuar të pjesës së derdhur.
Prodhuesi i prodhuesit të hedhjes është i ndarë në 6 faza:
- transferim i lëngshëm i metaleve
- faza e afrimit të injeksionit
- injeksion i shpejtë
- intensifikimi
- nxjerrja dhe
- vajosja e mykut.
Secila fazë është e optimizuar për të maksimizuar shkallën e prodhimit dhe për të minimizuar numrin e pjesëve të refuzuara.
Ekzistojnë tre variante të prodhuesit të hedhjes :
- prodhuesit të hedhjes
- Hedhja e vakumit vakum duke përfshirë hedhjen e vakumit për aplikime strukturore
- Gjymtim gjysmë i ngurtë, shumë më pak i zakonshëm.
Avantazhi më i madh i aluminit
Avantazhi kryesor i prodhuesit të hedhjes është shpejtësia e shpejtë. Kjo bën të mundur uljen e kostove të prodhimit dhe afrimin në tregjet masive siç është automobila.
Ftohja e shpejtë e siguruar nga kallëpi metalik prodhon një strukturë shumë të hollë metalurgjike në sipërfaqen e quajtur lëkurë. Kontriubon në marrjen e vetive të mira mekanike.
Tolerancat e përfundimit të sipërfaqes dhe dimensioneve janë të shkëlqyera. Nga ana tjetër, liria e dizajnit praktikisht është e kufizuar në boshtin hapës të mykut si për pjesët. Procesi kërkon pak punë, por një kosto të imobilizimit dhe mjeteve Student. Për një ekzekutim të madh prej mbi 10,000 pjesësh, prodhuesit të hedhjes ofron koston më të ulët të prodhimit për pjesë midis proceseve të shkritores.
Si funksionon prodhuesi i hedhjes së aluminit?
Cilësia shumë e mirë e pjesës merret duke përdorur një vakum në zgavër për të zvogëluar praninë e ajrit të bllokuar dhe duke kontrolluar ciklin e formimit në kohë reale. Procesi i presionit të lartë të vakumit (<50 mbar) i kombinuar me zhvillimin e lidhjeve primare (të bashkimit të parë) me një përmbajtje të ulët hekuri.
It allows to obtain a maximum elongation at break and makes the heat treatment possible for the parts dedicated to structural applications. These developments are motivated by the weight reduction of land vehicles.
And vacuum die casting provides the ideal solution of a high-speed casting process for structural parts cast in aluminum. The development of this process and of dedicated alloys is currently the most active in the field of foundry.
Elements of a mold and production cell
Prodhuesi i prodhuesit të hedhjes process is divided into two principles of supplying the liquid metal:
- hot room technology and
- cold room technology.
Procesi i dhomës së nxehtë përdor një piston direkt në banjën prej metali të shkrirë për të ushqyer mykun. Në mënyrë të ngjashme, procesi i dhomës së ftohtë përdor një enë "të ftohtë". Në këtë, metali i lëngshëm transferohet me anë të një lopate ose nga një robot dozues. kërkohet për të mbushur dhomën. Meqenëse çeliku është tretur nga alumini, prodhimi i pjesëve të aluminit të hedhura vdesin bëhet vetëm në një dhomë të ftohtë.
2.1 Përshkrimi i prodhuesit të hedhjes së aluminit
Në shumicën e rasteve, forma e presionit përbëhet nga dy predha metalike të bëra nga një aliazh hekuri. Në varësi të numrit të pjesëve të dhëna, materialet e përdorura për prodhimin e predhave janë:
- Çeliku i mjetit tip H13 për dhëmbëzime
- Lloji i çelikut aliazh 4140 ose çeliku i mjetit P20 për pjesët mbështetëse
Shufrat ejektorëve bëhen gjithmonë me një material më të fortë. Dhe në disa raste, ato trajtohen sipërfaqësisht për të kufizuar ngjitjen e aluminit.
Prodhuesi i prodhuesit të hedhjes ndërtoi mykun me një pjesë fikse në anën e furnizimit me metal të lëngshëm dhe një pjesë të lëvizshme në anën tjetër. Pjesa fikse përmban vrimën e hyrjes metalike dhe një pjesë të zgavrës së monedhës.
Mund të ketë gjithashtu bërthama (fikse ose sirtar) për të formuar zgavrat në pjesë. Pjesa e lëvizshme përmban shufrat e nxjerrjes të përdorura për formimin përveç bërthamave dhe përshtypjes së pjesës. Kallëpet janë të pajisura me kanale vaji (të nxehta) ose ftohës uji. Ato gjithashtu shërbejnë për ngrohjen e mykut fillimisht në rastin e vajit të nxehtë.
Si të zvogëlojmë koston e veglave të formës së hedhjes së vdesit?
To reduce tooling costs of prodhuesit të hedhjes, the cavity often consists of a main insert placed in a larger. It is a kind of permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously.
There are no weights and the attacks on the parts are small to facilitate cutting on deburring presses after casting. The design of the parts makes extensive use of the ribs to increase rigidity and mechanical strength.
It also helps fill the cavity quickly before the alloy solidifies and to vent gases. The turbulence of the metal in the cavity is controlled by:
- the speed of metal injection
- madhësinë dhe pozicionimin e kanaleve të furnizimit dhe sulmet
- forma e zgavrës (kryesisht brinjët),
- dhe përdorimi i thembrave të larjes
Këto përdoren për të balancuar lëvizjen e metalit dhe për të kapur përfshirjet e formuara gjatë mbushjes. Në rastin e vakumit, parametrat e aplikimit të vakumit janë gjithashtu të rëndësishëm për mbushjen.
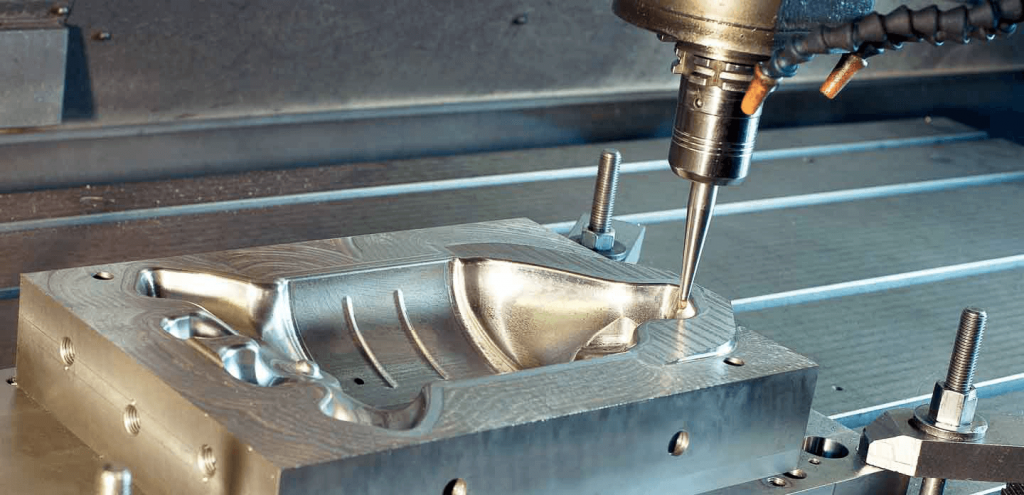
Forma e përpunimit të mykut për hedhjen e vdesit
Prodhuesi i hedhjes së aluminit është përgjegjës për hartimin e mykut që përfshin tiparet e mëposhtme:
- Shtimi i shkrirjes së shkritores, pasi alumini i lëngët kontraktohet pas ngurtësimit dhe në gjendje të ngurtë. Prandaj tkurrja e lëngut para ngurtësimit zakonisht kompensohet nga presioni intensifikues.
- Shtohen kënde drafti që lejojnë nxjerrjen e pjesës.
- Projektimi i sistemit të ushqimit të llogaritur për të mbushur gjurmën me minimumin e turbulencës para fillimit të ngurtësimit.
- Projektimi i sistemit të nxjerrjes.
- Projektimi i bërthamave të sirtarëve për kavitetet komplekse.
Modelimi i mbushjes dhe ngurtësimit përdoret gjerësisht për modelimin e kallëpeve të hedhura për shkak të kostove të larta të modifikimit të veglave.
Tregjet e prodhuesve të hedhjes së aluminit
Në përmbledhje, prodhuesit të hedhjes process offers the following characteristics:
- Çmimi minimal për seritë e mëdha
- Tolerancat e shkëlqyera dimensionale dhe përfundimi i sipërfaqes
- Përpunimi minimal i kërkuar pas formimit
- Pjesë me liri të kufizuar të dizajnit në 2 akse
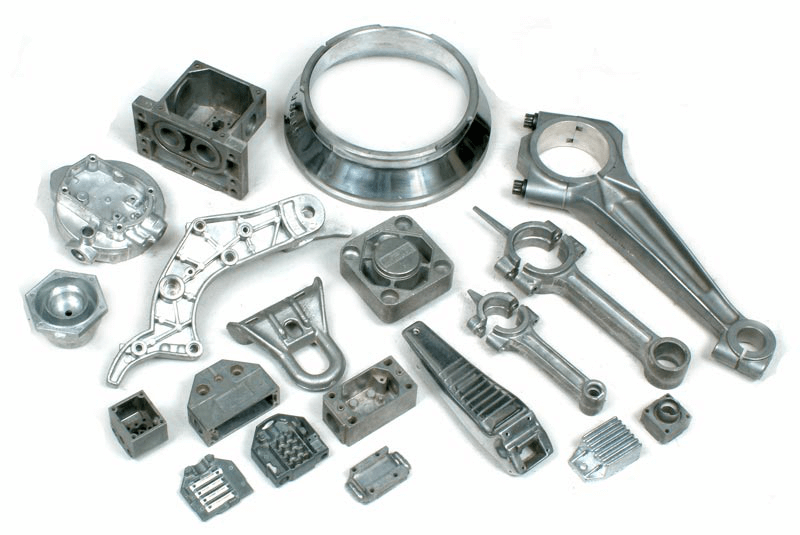
- Mundësia e zgjedhjes së gjerë të lidhjeve
Tregu tradicional i hedhjes së hedhjes është përqendruar në pjesët e prodhimit. Industria e vogël e pajisjeve, fasteners, shtëpitë, pjesët e automjeteve janë aplikantët kryesorë.


