Як виробник лиття під тиском алюмінію та швидкі прототипи отримують якісні прототипи?
Виробник лиття під тиском алюмінію та швидке виготовлення прототипів
Низька температура плавлення виробника для лиття під тиском алюмінію та швидке створення прототипів дозволяє використовувати постійну форму. Подібним чином ми використовуємо цю сталь для виготовлення ливарних деталей. При литті під тиском поршень для впорскування штовхає рідкий алюміній у порожнину форми.
Later, it compresses the part during solidification. Typically, liquid metal reaches attack speeds of up to 60 meters per second. Similarly, the applied pressure can reach up to 800 bar during solidification.
The molding press keeps the mold closed by a closing force. It is for to contain the pressure exerted on the part, it depends on the size of the cavity and the pressure applied by the piston.
What is the capacity of aluminum die casting machines?
The smallest presses have a capacity of 1000 kN and the larger ones 35000 kN. The force of the press is therefore directly related to the projected surface of the molded part.
Generally, the die-casting process is divided into 6 phases:
- liquid metal transfer
- injection approach phase
- rapid injection
- Intensification
- ejection and mold lubrication
Each phase is optimized to maximize the production rate. Moreover, it minimizes the number of rejected parts.
There are three variants of виробника для лиття під тиском алюмінію та швидке створення прототипів process:
- Traditional die-casting
- Vacuum die casting including vacuum casting for structural applications
- Semi solid die-casting, much less common.
The main advantage of the process is the rapid rate. It makes it possible for aluminum die casting manufacturer & rapid prototyping to lower production costs. Moreover, it helps to approach mass markets such as the automobile.
Why rapid prototyping?
The rapid cooling provided by the metal mold produces a very fine metallurgical structure on the surface called a skin. It contributes to obtaining good mechanical properties.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold.
What is the process of aluminum die casting & rapid prototyping ?
The process requires little labor. But it consumes a cost of immobilization and tools. For a large run of over 10,000 parts, the виробника для лиття під тиском алюмінію та швидке створення прототипів offers the lowest production cost per part among foundry processes.
The main disadvantage of the traditional process is the presence of porosity in the center of the die-cast parts. It is due to the air trapped during injection. The presence of trapped air causes blistering when the room is heated.
Ці пухирі викликані розширенням газу, що потрапив у приміщення. Крім того, вони не допускають стандартних термічних обробок. Він призначений для отримання оптимальних механічних властивостей. Це явище також обмежує використання пайки.
На щастя, механічний опір забезпечується шкірою лиття. Це означає, що виробника для лиття під тиском алюмінію та швидке створення прототипів формує кілька відливок цим методом.
Яка роль сплавів у литті з алюмінію?
Це становить більше 50% вироблених алюмінієвих виливків. У традиційному литті під тиском часто використовують вторинні сплави з високою часткою легуючого елемента. Це дає хороший механічний опір, незважаючи на подовження менше 3%.
T5 type heat treatment is used to increase the mechanical strength of die-cast alloys. It happens without causing blistering of the parts. Secondary alloys are often used with a high proportion of alloying element.
It gives good mechanical resistance despite an elongation of less than 3%.
How does Aluminum die casting manufacturer & rapid prototyping get quality prototypes?
Виробник лиття під тиском алюмінію та швидке виготовлення прототипів obtains very good part quality by using a vacuum in the cavity. It prevents air trapping. Moreover, it controls the molding cycle in real time.
The high vacuum pressure process allows to obtain a maximum elongation at break. Moreover, it makes the heat treatment possible for the parts. These developments are motivated by the weight reduction of land vehicles.
Generally, vacuum die casting provides the ideal solution of a high speed casting process. Therefore, it is best for structural parts cast in aluminum. The development of this process is currently the most active in the field of виробника для лиття під тиском алюмінію та швидке створення прототипів.
Елементи прес-форми та виробнича комірка
The die-casting process is divided into two principles.
- Hot chamber technology and
- Cold chamber technology.
The hot chamber process uses a piston. It places directly in the molten metal bath to feed the mold. Similarly, the cold chamber process uses a “cold” container. We transfer the liquid metal in it by ladle.
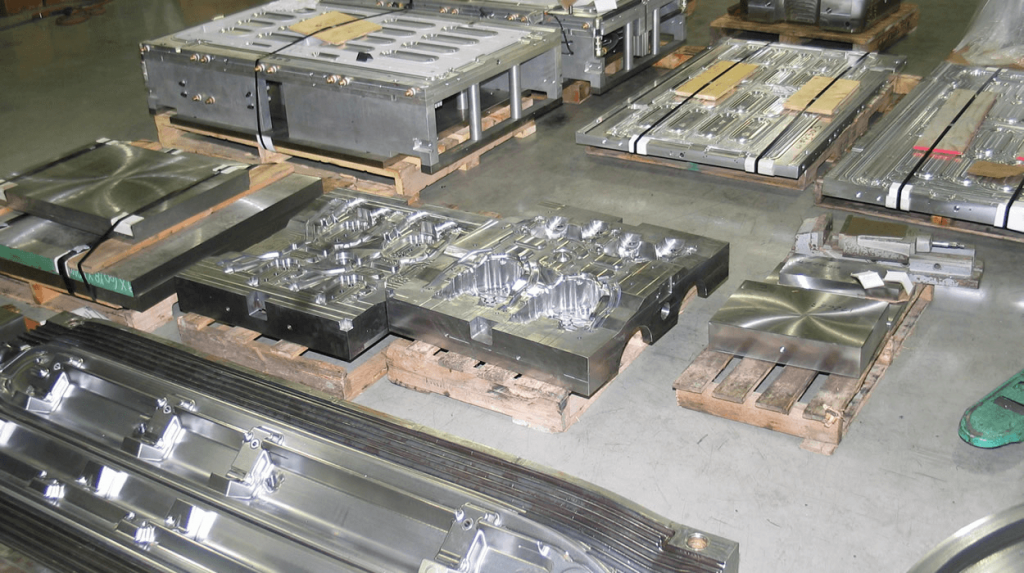
Description of die casting mold
In most cases, the pressure mold is made up of two ferrous alloy metal shells. Depending on the number of pieces provided, the materials used for the manufacture of the shells are:
- H13 type tool steel
- Type 4140 alloy steel
- P20 tool steel for the support parts
Виробник лиття під тиском алюмінію та швидке виготовлення прототипів makes the ejection rods with a harder material. Moreover, in some cases they get surface treatment. It limits sticking of the aluminum.
What is aluminum die casting mold?
The mold is composed of a fixed part on the side of the liquid metal supply. Similarly, it has a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
It can also have cores to mold cavities in the part. The mobile part contains the ejection rods used for remolding. It is for the cores and the part impression. The molds are equipped with oil or water cooling channels. It also serves to preheat the mold initially in the case of hot oil.
How does aluminum die casting manufacturer & rapid prototyping reduce prototyping cost?
To reduce tooling costs, the cavity often consists of a main insert placed in a larger, permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously. There are no weights. Moreover, the attacks on the parts are small to facilitate cutting on debarring presses after casting.
В конструкції деталей широко використовуються ребра. Він полягає у збільшенні жорсткості та механічної міцності. Згодом це також допомагає швидко заповнити порожнину до затвердіння сплаву.
Турбулентність металу в порожнині регулюється наступними факторами:
- швидкість впорскування металу
- розмір і позиціонування
- форма порожнини і
- Використання підмиваючих каблуків
Виробник алюмінієвого лиття під тиском та швидкі прототипи використовують його для збалансування руху металу. Більш того, вони використовують його для захоплення включень, що утворюються під час заповнення. У випадку вакууму параметри нанесення вакууму також важливі для заповнення.

Блок вприскування - це складна гідравлічна система. Він складається з наступних частин:
- ін'єкційний акумулятор
- інжекційний циліндр
- мультиплікаторний акумулятор
- мультиплікаторний циліндр і
- циліндр позиціонування циліндра
Як контролювати швидкість лиття під тиском алюмінію?
Ці компоненти дозволяють регулювати швидкість впорскування поршня в 3 фази. Завдяки виробника для лиття під тиском алюмінію та швидке створення прототипів під час заповнення. Він також включає ущільнення металу за допомогою акумулятора множника.
Сучасні системи дозволяють точно контролювати криву швидкості. Більше того, він також здійснює поступовий перехід між підходом та швидкістю заповнення.
Блок закриття складається з рухомої пластини. Він містить систему викиду. Крім того, він несе нерухому пластину. Тут розташована муфта з блоком впорскування.
Система примикання, що складається з важелів перемикання, застосовується для прикладання зусилля замикання до пластин машини. Ця сила замикання повинна бути більшою, ніж сила, що діє на метал.
The force exerted by the metal is calculated according to the following formula:
F = P int * A
- F is the force exerted by the metal
- P int is the intensifying pressure and
- A is the projected area of the part
Typically, it is recommended to have a closing force. It should be at least 20% greater than the opening force exerted by the metal. Виробник лиття під тиском алюмінію та швидке виготовлення прототипів makes the press with a solid frame.
Moreover, he ensures alignment of the movable and fixed platens by four rigid columns. These columns are placed in tension under the effect of the closing system. They must carry well balance to promote uniform application of the closing force.
The press is equipped with peripheral connections. These connections consist of:
- systems of the mold
- cylinder and injection piston
- liquid metal dosing
- automatic mold lubrication
- air draft, programmable logic controller
- interfaces operation and security elements
Як aluminum die casting manufacturer & rapid prototyping control injection cycle?
The press can also contain to a system for acquiring data. Moreover, виробника для лиття під тиском алюмінію та швидке створення прототипів use it to control the injection cycle in real time. Rapid response sensors measure the pressure and position of the injection piston.
It occurs almost instantaneously with feedback to keep parameters within pre-set ranges. The information can be recorded for statistical quality control.
What is the role of lubricant in molding?
The lubricant is used to facilitate demolding and to cool the mold. However, this practice tends to be minimized. Because of the greater availability of simulation software. We use lubricant and optimizing cycle time.
The lubricant applied to the mold between injections is 100% liquid. It does not contain any ceramic suspension. Similarly, it does not affect dimensional tolerances. It is applied manually or, more often, automatically.
The thermo regulation system consists of a mold heater. It has heat transfer fluid. Subsequently, it also serves to cool the mold. This can also be connected to a sophisticated temperature acquisition system.
The cell can contain a water pan to quench the parts. The production cell can be fully robotized from loading the holding furnace
Виробник алюмінієвого лиття під тиском та швидкі прототипиtooling design
Виробник виробника для лиття під тиском алюмінію та швидке створення прототипів відповідає за конструкцію форми. Він включає такі функції:
- Дизайн ядер шухляд для складних порожнин
- Додані кути тяги
- Дизайн системи подачі
- Проектування системи викиду
Моделювання наповнення та затвердіння широко застосовується для проектування форм, вилитих під тиском Згодом це пов'язано з високими витратами на модифікацію інструментів.
Конструкція деталей, придатна для ливарного виробництва з самого початку, підвищує ступінь успіху. Ви можете це зробити, пустивши деталь у виробництво методом лиття під тиском.
Загалом, вам слід:
- Використовуйте рівномірні тонкі зрізи
- Уникайте ізольованих металевих мас подалі від каналів подачі
- Використовуйте радіуси та обмежуйте гострі кути
- Use ribs instead of solid walls
- Take into account the demoulding axis and
- the associated loss of design degree of freedom
Take into account associated tolerances above and below the mold that are not molded together
Expect the cast to have draft angles and be marked by the ejection rods.
Advantages and Capabilities of Die Casting
Виробник лиття під тиском алюмінію та швидке виготовлення прототипів offers the best dimensional tolerances among the casting processes. Fine details and small cavities can be cast as well as fine identification lettering.
Die-casting is characterized by the possibility of molding parts. Furthermore, it has thin walls up to 1.5 mm, surrounded by reinforcing ribs. The surface finish is excellent. Moreover, 60 micro inches RMS is easily obtained. But a value of 90 micro inches RMS is more conservative.
Як правило, можна зробити конструкційні деталі. Завдяки дрібній структурі завдяки швидкому охолодженню. Це допомагає використовувати вакуум та первинні сплави з низьким вмістом заліза.
Також можливе встановлення вставок у форму. Таким чином, виробника для лиття під тиском алюмінію та швидке створення прототипів виконують лиття під тиском. Її очевидним прикладом є сталь.
Процес має певні екологічні переваги. Як от:
- Усунення піщаних цвілі
- можливість використання перероблених сплавів та
- мінімум обробки після формування
Дуже високий тиск металу виключає використання піщаних стрижнів. Якщо в іншій осі використовується металевий сердечник, він повинен протистояти тязі металу. Тому допоможе більш потужна гідравлічна система.
Виробник лиття під тиском алюмінію та швидке виготовлення прототипів намагаються уникати використання стрижнів. В іншому випадку ми використовуємо серцевину, яка викидається разом із деталлю і видаляється після лиття.
Зверніть увагу на використання соляної серцевини для складних порожнин. Подібним чином він потім видаляється очищенням водою.


